Оборудование для обработки алюминиевых дверей | оконных рам
Обзор
Процесс производства дверей и окон из алюминиевого профиля начинается с начального этапа - точной резки алюминиевые профили. Затем профили подвергаются тщательному сверлению и обработке пазов для создания необходимых отверстий и конфигураций. Наконец, тщательно подготовленные компоненты умело собираются, объединяя различные элементы для создания готовых алюминиевых дверей и окон.

1. Резка алюминиевых профилей
Резка алюминиевого профиля подразумевает использование режущего оборудования для резки профилей из алюминиевого сплава по размерам длины, указанным в проектных чертежах и листах раскроя дверей и окон из алюминиевого сплава.
Оборудование для резки профилей из алюминиевых сплавов подразделяется на пилы для резки профилей и угловой кронштейн пилы, исходя из их функционального назначения.
Среди пил для резки профилей различают также пилы для резки рамных профилей и пилы для резки стеклошариков, в зависимости от разрезаемого материала.
Кроме того, они могут быть классифицированы по количеству пильных головок, например, пилы с одной головкой и пилы с двумя головками. Точность резки достигается за счет различных типов, включая обычные пилы, прецизионные пилы и пилы с ЧПУ.

По мере того как уровень автоматизации производства дверей и окон продолжает расти, инструменты для обработки с ЧПУ находят широкое применение в производственных процессах. Одним из ключевых компонентов в этой эволюции является отрезная пила с ЧПУ, характеризующаяся несколькими примечательными особенностями:
Автоматическая регулировка углов резки: Углы резания регулируются автоматически, что повышает точность и эффективность процесса резки.
Использование высокоточных импортных пильных дисков: В отрезной пиле с ЧПУ используются высокоточные импортные пильные диски, обеспечивающие гладкую поверхность реза.
Пакетная обработка нескольких размеров профиля: Он позволяет одновременно вводить размеры для нескольких профилей, облегчая непрерывную резку профилей различной длины.
Прямой ввод для распила Размеры длины: Размеры длины распила можно вводить напрямую, что избавляет от необходимости возвращаться к опорным точкам при изменении длины распила.
Последовательная маркировка профилей срезов: Пила для резки с ЧПУ способна печатать и маркировать наклейки для последовательного расположения отрезанных профилей.
Прецизионное управление подвижными пильными головками: Подвижные пильные головки приводятся в движение шарико-винтовыми механизмами, что обеспечивает высокую точность при фиксированной длине.

Торцовочная пила играет ключевую роль в процессе резки дверей и окон из алюминиевых сплавов, и качество отрезанных профилей зависит от трех основных факторов: радиального биения, осевого биения и качества пильного диска. Радиальное и осевое биение определяют размер и угловые несоответствия в разрезе профиля, а качество пильного диска определяет шероховатость поверхности разреза, что впоследствии влияет на качество сборки дверей и окон.
Пильные диски из твердых сплавов включают в себя различные параметры, в том числе форму зубьев, угол наклона, количество зубьев, толщину полотна, диаметр полотна и тип используемого твердого сплава. Все эти параметры в совокупности определяют производительность обработки и резания пильного диска. Правильный выбор параметров пильного диска имеет решающее значение для достижения оптимальной производительности резания в соответствии с конкретными требованиями.
2. Обработка деталей
Для завершения сборки дверей и окон из алюминиевых сплавов профилированные брусья после раскроя подвергаются дополнительной обработке в соответствии с технологией обработки, чертежами и требованиями к установке элементов фурнитуры. Механическое обрабатывающее оборудование или специализированные устройства используются для фрезерования, штамповки, сверления и других процессов на профилированных брусьях, обеспечивая соблюдение требований к сборке готовых дверей и окон.
2.1 Фрезерование дренажных канавок
Оборудование для обработки: Копировально-фрезерный станок
Описание: Копировально-фрезерный станок имеет шаблонную доску, предварительно обработанную с различными необходимыми отверстиями. Затем фреза механически обрабатывает профилированные бруски по заранее заданным траекториям отверстий и пазов. Копировально-фрезерные станки классифицируются на одноосевые, двухосевые и многоосевые варианты, в основном используемые для обработки различных форм пазов, шипов, дренажных отверстий, отверстий для выравнивания давления и т. д. в дверях и окнах из алюминиевого сплава.

2.2 Фрезерование тенонов для сборки
Технологическое оборудование: Концевой фрезерный станок
Описание: Торцевой фрезерный станок подходит для обработки ступенчатых поверхностей, прямоугольных пазов, головок десятигранников и других различных форм на торцах алюминиевых профилей. При сборке горизонтальных или вертикальных рам в дверях и окнах из алюминиевого сплава торцы материалов горизонтальной или вертикальной рамы обрабатываются в соответствии с совпадающими торцевыми поверхностями наружного профиля рамы, с использованием торцевого фрезерного станка для фрезерования монтажной торцевой поверхности профилированных брусьев.

2.3 Фрезерование (или перфорирование) материалов вентилятора
Технологическое оборудование: Копировально-фрезерный станок или вырубной пресс
Описание: Монтажные пазы, пазы для направляющих, пазы для замков, рифленые выпуклые поверхности с кромками, пазы для шкивов и пазы для ручек (или петли) для нажимных алюминиевых дверей и окон в сборе могут быть обработаны с помощью копировально-фрезерных станков или штамповочных прессов.
2.4 Сверление (или пробивание) отверстий
Оборудование для обработки: Сверлильный станок или пуансон
Описание: Различные отверстия, необходимые для сборки нажимных дверей и окон из алюминиевого сплава, такие как монтажные отверстия (верхние, нижние, боковые), угловые монтажные отверстия (или комбинированные отверстия), отверстия для установки ограничительного блока, отверстия для установки буферной прокладки, монтажные отверстия для вентилятора, отверстия для установки шкива, а также монтажные отверстия для фиксированных и открытых оконных рам, петель и ручек, обрабатываются с помощью сверлильных (или перфорационных) станков.
3. Сборка алюминиевых дверей | оконных рам
Процесс сборки дверей и окон из алюминиевого сплава включает в себя объединение различных компонентов, элементов фурнитуры, уплотнителей, стекол и аксессуаров в единое целое, полностью готовое изделие.
Сборка элементов фурнитуры включает в себя сборку нижнего шкива для дверей и окон, сборку замков, сборку петель и стержней, а также сборку ручек.
3.1 Метод сборки
Наиболее распространенная форма фасада для дверей и окон из алюминиевых сплавов - прямоугольная. Поэтому монтаж Двери и оконные рамы из алюминиевого сплава или створки, как правило, включает в себя стыковое соединение под углом 45 градусов. Существует как минимум шесть технологий сборки 45-градусных стыковых соединений: винтовое соединение, клепка, выдавливание, вытягивание, расширение и сварка. В настоящее время большинство предприятий по производству дверей и окон в основном используют процесс экструзионной сборки (также известный как сталкивание или клепка), в то время как небольшое количество предприятий используют процесс винтового соединения регулируемого углового кронштейна.
Процесс экструзионной сборки: Этот процесс предполагает использование углового сборочного станка для прессования нижней поверхности алюминиевого профиля, плотно соединяя его с угловым кронштейном. Этот метод работает за счет того, что экструзионный резец углового станка вдавливается в поверхность алюминиевого профиля. В результате деформации алюминиевого профиля угловой кронштейн фиксируется в полости профиля, соединяя два профиля из алюминиевого сплава. Экструзионная сборка имеет такие преимущества, как высокая эффективность, крупносерийное производство на заводе, высокий уровень механизации, а внедрение четырехголовочных угловых сборочных станков с ЧПУ позволило еще больше автоматизировать производство дверей и окон из алюминиевых сплавов.
Сборка с регулируемым угловым кронштейном: При этом методе на алюминиевом профиле предварительно просверливаются отверстия в соответствии с расположением отверстий на регулируемом угловом кронштейне. Затем угловой кронштейн закрепляется внутри профиля с помощью винтов, соединяя две детали из алюминиевого сплава. К преимуществам этого метода относятся:
- Использование высокопрочных соединительных болтов для регулируемого углового кронштейна позволяет избежать деформации полости профиля (без искажения внешних размеров) и предотвратить проблему смещения четвертого угла.
- Возможность регулировки регулируемого углового кронштейна в случае перекоса при сборке.
- Возможность сборки на месте, что позволяет нарезать профили из алюминиевого сплава, пробить отверстия для регулируемого углового кронштейна, а затем сразу отгрузить фурнитуру и другие компоненты для сборки на месте.
- Возможность сборки дверей и окон под углами не 90 градусов.
- Необходимость обработки пресс-формы для регулируемого углового кронштейна, а также ограничение использования в больших полостях, что приводит к появлению зазоров при сборке в небольших полостях.
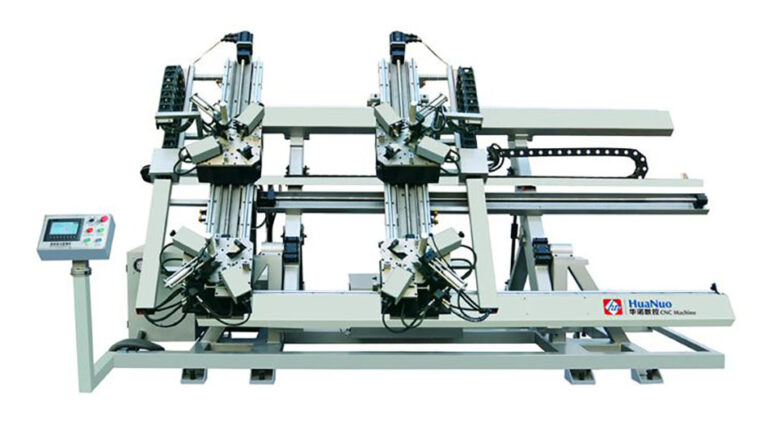
3.2 Оборудование для сборки углов
Для экструзионной сборки основными типами оборудования являются угловые станки с одной головкой, угловые станки с двумя головками и угловые станки с четырьмя головками. Одноголовочные станки собирают один угол за раз, двухголовочные - два угла одновременно, а четырехголовочные - сразу четыре угла, завершая сборку дверной или оконной коробки или створки за один проход. В связи с высокими требованиями к точности сборки углов на четырехголовочных станках, как правило, используется ЧПУ для высокой степени автоматизации.
Одноголовочный угловой сборочный станок Особенности:
- Гидравлическая система управления обеспечивает стабильную и надежную работу.
- Синхронная подача левой и правой головки перфоратора позволяет избежать деформации в процессе сборки угла, обеспечивая более прочное соединение оконного угла.
- Синхронный механизм подачи упрощает настройку машины.
- Резьбовая регулировка расстояния между верхним и нижним ножами углового узла, облегчающая выравнивание ножей.
- Настраиваемые одноножевые многоточечные угловые монтажные ножи для более надежной сборки алюминиевых дверей и окон с терморазрывом.

Четырехголовочный угловой сборочный станок с ЧПУ Особенности:
- Может завершить штамповочное соединение всех четырех углов одновременно, достигая высокой эффективности производства.
- Зажимное устройство автоматически перемещается вперед и назад, что делает эксплуатацию удобной, с автоматической регулировкой размера окна.
- Автоматическая предварительная затяжка всех четырех углов достигается благодаря контролю крутящего момента сервосистемой.
- Удобная регулировка ножей углового узла в прямом и обратном направлениях для удовлетворения потребностей различных профилей.
- Одноразовая сборка рамы позволяет контролировать стыковочные швы и плоскостность между профилями, обеспечивая предсказуемое качество рамы.
Завод

НОВЫЕ МАТЕРИАЛЫ HTS является профессиональным производителем алюминиевых экструзионных профилей в Китае. Мы специализируемся на различных этапах производства алюминиевых профилей, начиная с разработки формы и плавки и заканчивая экструзией, оксидированием, электрофорезом, нанесением покрытий и полировкой, предоставляя полный спектр услуг.
Наш ассортимент включает в себя алюминиевые профили, подходящие для windows и двери (в том числе секция термического разрыва), промышленные приложения (Т-образный паз, канал, трубки), и фотоэлектрические системы. Наше просторное производство, расположенное в Цзянси, занимает площадь 30 000 квадратных метров, на нем работают более 200 квалифицированных специалистов, что позволяет нам производить более 10 000 метрических тонн алюминиевых профилей в год.
В компании HTS NEW MATERIALS мы также предлагаем различные виды обработки поверхности, включая анодирование, электрофоретический покрытие, порошковое покрытие, ПВДФ покрытие, и трансферная печать по деревуи улучшают как функциональность, так и внешний вид. Будь то строительство, промышленность или возобновляемые источники энергии, наши высококачественные алюминиевые профили готовы удовлетворить ваши конкретные потребности.
