Nous possédons l'expertise nécessaire pour concevoir et produire des moules d'extrusion en interne, ce qui garantit la précision et l'efficacité de la fabrication de profilés en aluminium. Notre équipe expérimentée travaille en étroite collaboration avec nos clients pour développer des moules sur mesure à partir de dessins ou d'échantillons, afin de garantir des performances optimales pour leurs besoins spécifiques. En règle générale, le processus de production des moules prend environ 7 jours, après quoi nous fournissons des échantillons pour confirmation par le client avant de commencer la production à grande échelle.
Nous possédons l'expertise nécessaire pour concevoir et produire des moules d'extrusion en interne, ce qui garantit la précision et l'efficacité de la fabrication de profilés en aluminium. Notre équipe expérimentée travaille en étroite collaboration avec nos clients pour développer des moules sur mesure à partir de dessins ou d'échantillons, afin de garantir des performances optimales pour leurs besoins spécifiques. En règle générale, le processus de production des moules prend environ 7 jours, après quoi nous fournissons des échantillons pour confirmation par le client avant de commencer la production à grande échelle.
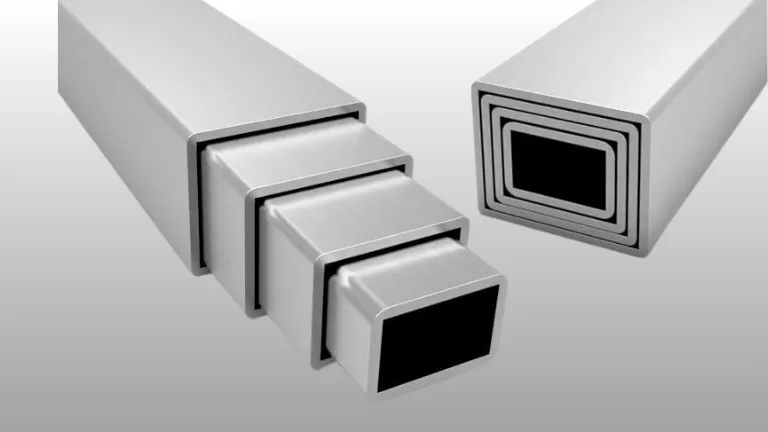
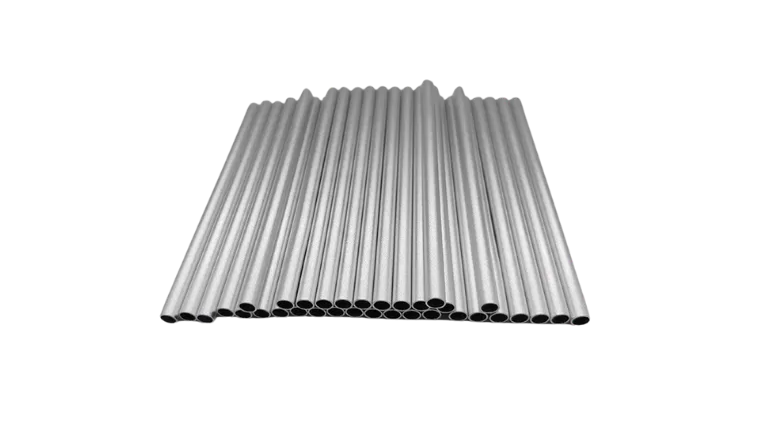
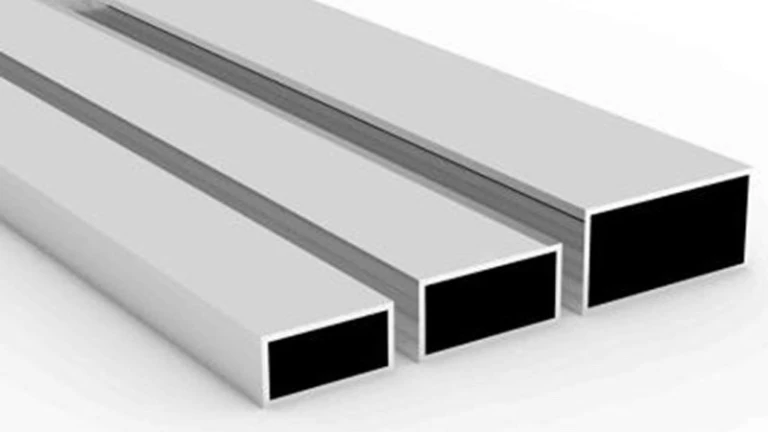
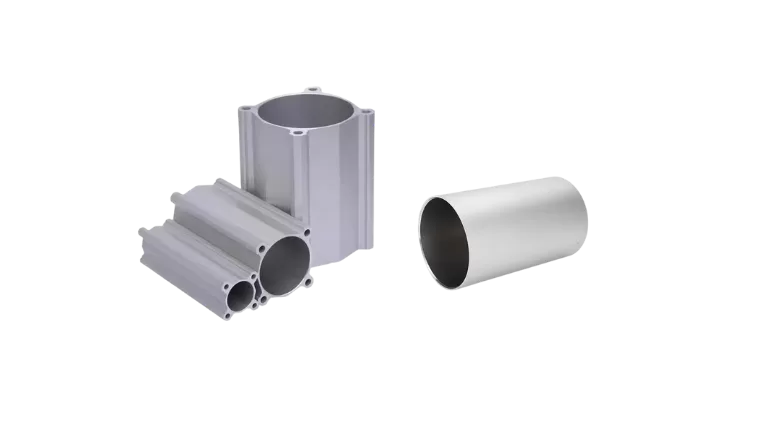
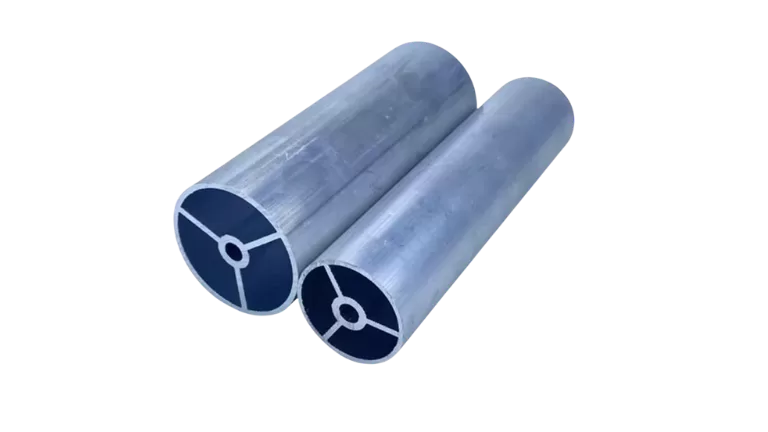
 Notre site de production abrite plus de 40 lignes d'extrusion avancées, dotées d'équipements de pointe tels qu'une puissante presse à extrusion de 6000 tonnes. Cela permet de créer des profilés en aluminium de tailles et de formes diverses, allant des applications industrielles standard aux produits spécialisés tels que les profilés à rupture de pont thermique pour les portes et fenêtres haut de gamme. La flexibilité de notre capacité d'extrusion nous permet de répondre aux besoins d'un large éventail d'industries, y compris la construction et l'ingénierie de précision.
Notre site de production abrite plus de 40 lignes d'extrusion avancées, dotées d'équipements de pointe tels qu'une puissante presse à extrusion de 6000 tonnes. Cela permet de créer des profilés en aluminium de tailles et de formes diverses, allant des applications industrielles standard aux produits spécialisés tels que les profilés à rupture de pont thermique pour les portes et fenêtres haut de gamme. La flexibilité de notre capacité d'extrusion nous permet de répondre aux besoins d'un large éventail d'industries, y compris la construction et l'ingénierie de précision.


Pour une durabilité et un attrait visuel supérieurs, nous proposons diverses solutions de traitement de surface. Celles-ci comprennent l'anodisation pour une résistance accrue à la corrosion, le revêtement par poudre pour des finitions éclatantes, le revêtement au fluorocarbone pour une meilleure résistance aux intempéries et la technologie de transfert des veines du bois pour des designs élégants et d'aspect naturel. Ces traitements sont personnalisables pour répondre à des besoins esthétiques et fonctionnels spécifiques, ce qui garantit que les profilés ne sont pas seulement performants, mais qu'ils ont aussi un aspect exceptionnel.