Equipo de procesamiento de marcos de puertas y ventanas de aluminio
Visión general
El proceso de producción de puertas y ventanas de perfil de aluminio se desarrolla con el paso inicial de corte de precisión de perfiles de aluminio. Posteriormente, los perfiles se someten a meticulosos procesos de taladrado y ranurado para crear las aberturas y configuraciones necesarias. Por último, los componentes cuidadosamente preparados se ensamblan hábilmente, uniendo los diversos elementos para crear las puertas y ventanas de aluminio acabadas.

1. Corte de perfiles de aluminio
El corte de perfiles de aluminio implica el uso de equipos de corte para seccionar perfiles de aleación de aluminio en función de las dimensiones de longitud especificadas en los planos de diseño y las hojas de corte para puertas y ventanas de aleación de aluminio.
Los equipos de corte para perfiles de aleación de aluminio se clasifican en sierras de corte de perfiles y soporte de esquina sierras de corte en función de su uso funcional.
Entre las sierras de corte de perfiles, existen otras distinciones: sierras de corte de perfiles de bastidor y sierras de corte de cordones de vidrio en función del material que se corte.
Además, se pueden clasificar por el número de cabezales de sierra, con opciones como sierras de corte de un cabezal y sierras de corte de doble cabezal. La precisión en el corte se consigue mediante varios tipos, como las sierras de corte ordinarias, las sierras de corte de precisión y las sierras de corte CNC.

A medida que aumenta el nivel de automatización en la fabricación de puertas y ventanas, las herramientas de mecanizado CNC se han ido adoptando y aplicando ampliamente en los procesos de producción. Un componente clave en esta evolución es la sierra de corte CNC, caracterizada por varias características notables:
Ajuste automático de los ángulos de corte: Los ángulos de corte se ajustan automáticamente, mejorando la precisión y la eficacia del proceso de corte.
Utilización de hojas de sierra importadas de alta precisión: La sierra de corte CNC emplea hojas de sierra importadas de alta precisión, lo que garantiza un acabado liso en las superficies cortadas.
Procesamiento por lotes de múltiples dimensiones de perfil: Permite la introducción simultánea de dimensiones para varios perfiles, lo que facilita el corte continuo de perfiles con diferentes longitudes.
Entrada directa para serrar Dimensiones de longitud: Las dimensiones de la longitud de corte pueden introducirse directamente, lo que elimina la necesidad de volver a los puntos de referencia al cambiar la longitud de corte.
Etiquetado secuencial de perfiles de corte: La sierra de corte CNC es capaz de imprimir y etiquetar pegatinas para el orden secuencial de los perfiles cortados.
Control de precisión de cabezales de sierra móviles: Los cabezales de sierra móviles se accionan mediante mecanismos de husillo de bolas, lo que garantiza una gran precisión en las longitudes fijas.

La sierra de corte desempeña un papel fundamental en el proceso de corte de puertas y ventanas de aleación de aluminio, y la calidad de los perfiles cortados depende de tres factores principales: la excentricidad radial, la excentricidad axial y la calidad de la hoja de sierra. La excentricidad radial y la excentricidad axial determinan las discrepancias de tamaño y ángulo en la sección del perfil cortado, mientras que la calidad de la hoja de sierra determina la rugosidad de la superficie de la sección cortada, influyendo posteriormente en la calidad del ensamblaje de puertas y ventanas.
Las hojas de sierra de aleación dura abarcan diversos parámetros, como la forma de los dientes, el ángulo, el número de dientes, el grosor de la hoja, el diámetro de la hoja y el tipo de aleación dura utilizada. El conjunto de estos parámetros determina la capacidad de procesamiento y el rendimiento de corte de la hoja de sierra. La selección adecuada de los parámetros de la hoja de sierra es crucial cuando se busca un rendimiento de corte óptimo basado en requisitos específicos.
2. Mecanizado de componentes
Para completar el montaje de puertas y ventanas de aleación de aluminio, las barras perfiladas, una vez cortadas, se someten a procesos de mecanizado adicionales de acuerdo con las técnicas de procesamiento, los planos de diseño y los requisitos de instalación de los componentes de ferretería. Se emplean equipos de mecanizado mecánico o dispositivos especializados para fresar, punzonar, taladrar y realizar otros procesos en las barras perfiladas, garantizando el cumplimiento de los requisitos de montaje de las puertas y ventanas acabadas.
2.1 Fresado de ranuras de drenaje
Equipos de procesamiento: Fresadora copiadora
Descripción: La fresadora copiadora dispone de un tablero plantilla preprocesado con diversas aberturas requeridas. A continuación, la fresa procesa mecánicamente las barras perfiladas siguiendo las trayectorias predeterminadas de orificios y ranuras. Las fresadoras copiadoras se clasifican en variaciones de un eje, doble eje y multieje, y se utilizan principalmente para procesar diversas formas de ranuras, espigas, orificios de drenaje, orificios de equilibrio de presión, etc. en puertas y ventanas de aleación de aluminio.

2.2 Fresado de espigas de montaje
Equipos de procesamiento: End Milling Machine
Descripción: La fresadora de extremos es adecuada para el procesamiento de superficies escalonadas, ranuras rectangulares, cabezas de espiga y otras formas diversas en los extremos de los perfiles de aluminio. En el ensamblaje de marcos horizontales o verticales en puertas y ventanas de aleación de aluminio, los extremos de los materiales de los marcos horizontales o verticales se procesan de acuerdo con las superficies finales coincidentes del perfil exterior del marco, utilizando la fresadora de extremos para fresar la cara final de ensamblaje de las barras perfiladas.

2.3 Fresado (o punzonado) de materiales en abanico
Equipo de procesamiento: Fresadora copiadora o punzonadora
Descripción: Las muescas de ensamblaje, las muescas del riel de deslizamiento, las muescas de bloqueo, las superficies convexas acanaladas con bordes, las muescas de polea y la ranura de manilla (o ranura de bisagra) para el ensamblaje de puertas y ventanas de aleación de aluminio de empuje y tracción pueden mecanizarse utilizando fresadoras copiadoras o punzonadoras.
2.4 Taladrar (o perforar) agujeros
Equipo de procesamiento: Taladradora o punzonadora
Descripción: Los diversos orificios necesarios para el montaje de puertas y ventanas push-pull de aleación de aluminio, como los orificios de montaje (superior, inferior, laterales), los orificios de instalación de esquinas (o los orificios combinados), los orificios de instalación de topes, los orificios de instalación de almohadillas amortiguadoras, los orificios de montaje para el ventilador, los orificios de instalación de poleas y los orificios de instalación para marcos de ventanas fijas y abiertas, bisagras y manillas, se procesan utilizando máquinas de perforación (o punzonado).
3. Montaje de puertas y ventanas de aluminio
El proceso de montaje de las puertas y ventanas de aleación de aluminio consiste en combinar diversos componentes, herrajes, juntas, cristales y accesorios en un producto cohesionado y totalmente acabado.
El montaje de componentes de ferretería incluye el montaje de la polea inferior para puertas y ventanas, el montaje de cerraduras, el montaje de bisagras y varillas, y el montaje de manillas.
3.1 Método de montaje
La forma de fachada más habitual para las puertas y ventanas de aleación de aluminio es la rectangular. Por lo tanto, el montaje de marcos de puertas y ventanas de aleación de aluminio o hojas suele implicar una unión a tope de 45 grados. Existen al menos seis técnicas de ensamblaje para juntas a tope de 45 grados: unión atornillada, remachado, extrusión, tracción, expansión y soldadura. En la actualidad, la mayoría de las empresas de fabricación de puertas y ventanas adoptan principalmente el proceso de ensamblaje por extrusión (también conocido como colisión o remachado), mientras que un pequeño número de empresas utilizan el proceso de unión atornillada con escuadra ajustable.
Proceso de montaje por extrusión: Este proceso implica el uso de una máquina de ensamblaje de esquinas para presionar la superficie inferior de los perfiles de aluminio, combinándola firmemente con la escuadra. Este método funciona haciendo que el cortador de extrusión de la máquina de ensamblaje de esquinas presione la superficie del perfil de aluminio. La deformación del perfil de aluminio hace que la cantonera se fije dentro de la cavidad del perfil, conectando los dos perfiles de aleación de aluminio. El ensamblaje por extrusión tiene ventajas como la alta eficiencia, la producción a gran escala en la fábrica, altos niveles de mecanización, y la introducción de máquinas CNC de ensamblaje de esquinas de cuatro cabezales ha automatizado aún más la producción de puertas y ventanas de aleación de aluminio.
Montaje con esquinera ajustable: En este método, los agujeros se taladran previamente en el perfil de aluminio de acuerdo con las posiciones de los agujeros en la escuadra ajustable. A continuación, la escuadra se fija dentro del perfil mediante tornillos, conectando las dos piezas de aleación de aluminio. Las ventajas de este método incluyen:
- El uso de pernos de conexión de alta resistencia para el soporte de esquina ajustable evita la distorsión de la cavidad del perfil (sin distorsión de las dimensiones externas) y previene el problema del desplazamiento de la cuarta esquina.
- Posibilidad de reajustar el esquinero ajustable si se produce una desalineación durante el montaje.
- La posibilidad de montaje in situ, que permite cortar perfiles de aleación de aluminio, perforar los orificios para el esquinero ajustable y enviarlos directamente con los herrajes y otros componentes para su montaje in situ.
- La capacidad de montar puertas y ventanas en ángulos que no sean de 90 grados.
- La necesidad de procesar el molde para el soporte de esquina ajustable, y la limitación de uso en cavidades grandes, causando huecos al ensamblar en áreas de cavidades pequeñas.
3.2 Equipo de ensamblaje de esquinas
Para el ensamblaje por extrusión, los principales tipos de equipos son las máquinas de ensamblaje de esquinas de un cabezal, las máquinas de ensamblaje de esquinas de dos cabezales y las máquinas de ensamblaje de esquinas de cuatro cabezales. Las máquinas de cabezal único ensamblan una esquina a la vez, las máquinas de cabezal doble ensamblan dos esquinas simultáneamente y las máquinas de cuatro cabezales ensamblan cuatro esquinas a la vez, completando el ensamblaje de un marco o una hoja de puerta o ventana de una sola vez. Debido a los elevados requisitos de precisión del ensamblaje de esquinas con cuatro cabezales, generalmente se utiliza el CNC para una mayor automatización.
Máquina de ensamblaje de esquinas de un cabezal Características:
- Control del sistema hidráulico para un funcionamiento estable y fiable.
- Alimentación sincronizada de los cabezales de punzonado izquierdo y derecho para evitar deformaciones durante el proceso de ensamblaje de las esquinas, garantizando una unión más firme de las esquinas de las ventanas.
- El mecanismo de alimentación síncrono simplifica los ajustes de la máquina.
- Ajuste roscado de la distancia entre las cuchillas de ensamblaje de las esquinas superior e inferior, lo que facilita una cómoda alineación de las cuchillas.
- Cuchillas de ensamblaje de esquinas multipunto configurables de una sola cuchilla para un ensamblaje más fiable de puertas y ventanas de aluminio con rotura de puente térmico.

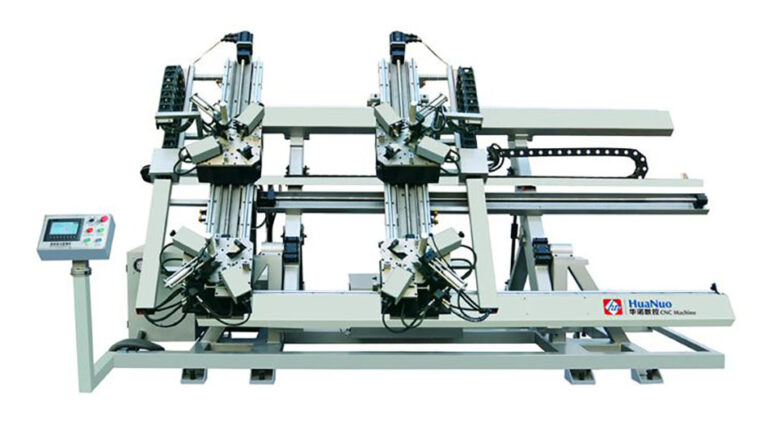
Máquina de ensamblaje de esquinas CNC de cuatro cabezales Características:
- Puede completar la conexión de estampado de las cuatro esquinas a la vez, logrando una alta eficiencia de producción.
- El dispositivo de sujeción se mueve automáticamente hacia delante y hacia atrás, lo que facilita el manejo, con ajuste automático del tamaño de la ventana.
- El preapriete automático de las cuatro esquinas se consigue mediante la supervisión del par de apriete por el servosistema.
- Cómodo ajuste de las cuchillas de ensamblaje de esquinas tanto hacia delante como hacia atrás para satisfacer las necesidades de diferentes perfiles.
- El ensamblaje del marco una sola vez permite controlar las costuras de unión y la planitud entre perfiles, lo que garantiza una calidad predecible del marco.
Fábrica

HTS NUEVOS MATERIALES es un fabricante profesional de perfiles de extrusión de aluminio con sede en China. Nos especializamos en varias etapas de la producción de perfiles de aluminio, desde el diseño del molde y la fusión hasta la extrusión, oxidación, electroforesis, recubrimiento y pulido, proporcionando una amplia gama de servicios.
Nuestra gama de productos abarca perfiles de aluminio adecuados para windows y puertas (incluyendo sección de rotura de puente térmico), aplicaciones industriales (Ranura en T, canal, tubo), y sistemas fotovoltaicos. Situada en Jiangxi, nuestra espaciosa planta de producción cubre 30.000 metros cuadrados y emplea a más de 200 profesionales cualificados, lo que nos permite producir más de 10.000 toneladas métricas de perfiles de aluminio al año.
En HTS NEW MATERIALS, también ofrecemos diversos tratamientos superficiales, entre ellos anodizado, electroforético recubrimiento, recubrimiento en polvo, Revestimiento de PVDFy impresión por transferencia de grano de maderapara mejorar tanto la funcionalidad como la apariencia. Ya sea para la construcción, la industria o las energías renovables, nuestros perfiles de aluminio de alta calidad están preparados para satisfacer sus necesidades específicas.
