Custom Anodized Aluminum Profiles Extrusion
After extrusion, aluminum profiles often undergo surface treatment, with anodizing being a common method. This process not only enhances the aluminum’s appearance but also significantly improves its functional properties. Here are the primary benefits:
Corrosion Resistance: Forms a durable oxide layer that protects against moisture and chemicals.
Wear Resistance: Increases surface hardness, reducing susceptibility to scratches and abrasion.
Variety of Finishes: Allows for different color dyes, enhancing aesthetic appeal and providing UV stability.
Ease of Maintenance: Creates surfaces that are easier to clean and maintain.
Environmental Friendliness: Produces minimal waste and avoids harmful
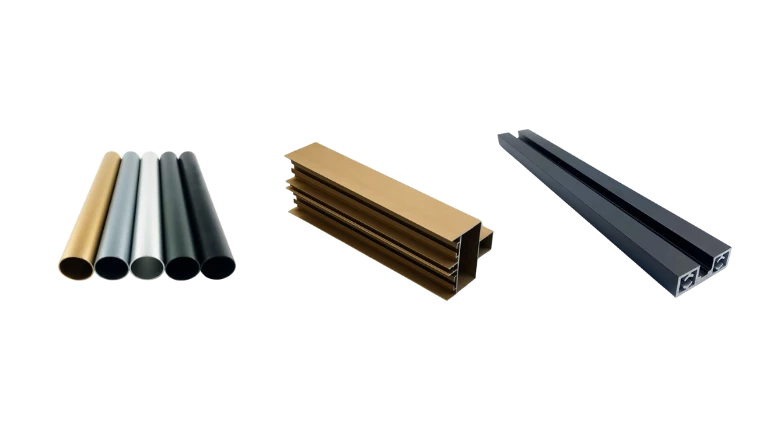
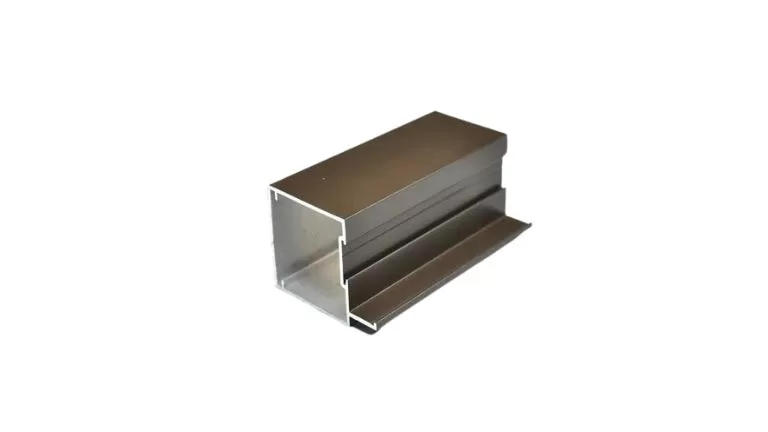
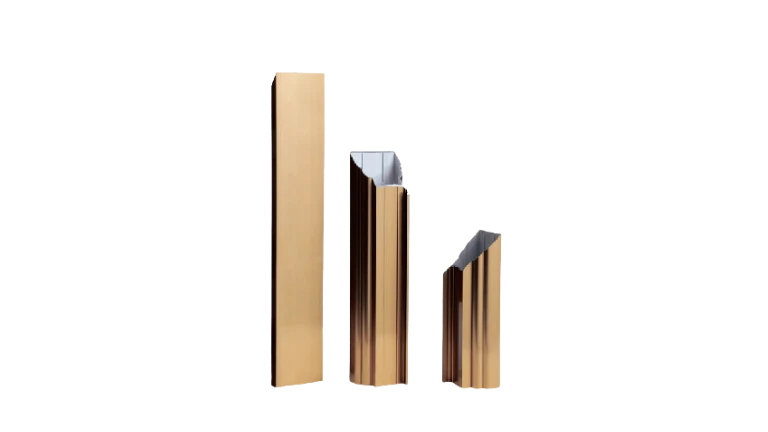
Colored Anodized Finish Aluminum Profiles
Anodizing aluminum extrusions creates a protective oxide layer that can be dyed in different colors. The final color depends on the aluminum alloy and the anodizing method used. Common colors include silver, gray, black, bronze, and even more vibrant hues. Some alloys, like the 6xxx series, produce consistent and high-quality colors, while others, like the 2xxx or 7xxx series, may yield specific shades like yellow or gray. The method of coloring—such as immersion dyeing or electrolytic coloring—also affects the durability and lightfastness of the color.





Sulfuric Acid Anodizing
Sulfuric acid anodizing is the most popular and widely used anodizing process. By using sulfuric acid as the electrolyte, a highly porous structure is effectively produced in the aluminum. This porosity allows the material to absorb various organic and inorganic dyes more readily. As a result, sulfuric acid anodizing can generate a wide range of colors, which makes it suitable not only for protecting aluminum alloys from environmental corrosion and oxidation but also for decorative purposes. The oxide film produced by sulfuric acid anodizing is typically thicker than that of Type I anodizing, ranging approximately from 2.5 μm to 25 μm. This process is applicable across almost all industries due to its versatility.
- Color Variability: Capable of producing a wide range of colors by absorbing various organic and inorganic dyes.
- Film Thickness: Produces an oxide film typically ranging from approximately 2.5 μm to 25 μm.
- Corrosion Protection: Offers effective protection against environmental corrosion and oxidation.
- Decorative Use: Suitable for both protective and decorative purposes due to its ability to generate different colors.
- Porous Structure: Creates a porous oxide layer that enhances dye absorption and bonding.
- Industry Applicability: Applicable in almost all industries due to its versatility and effectiveness.
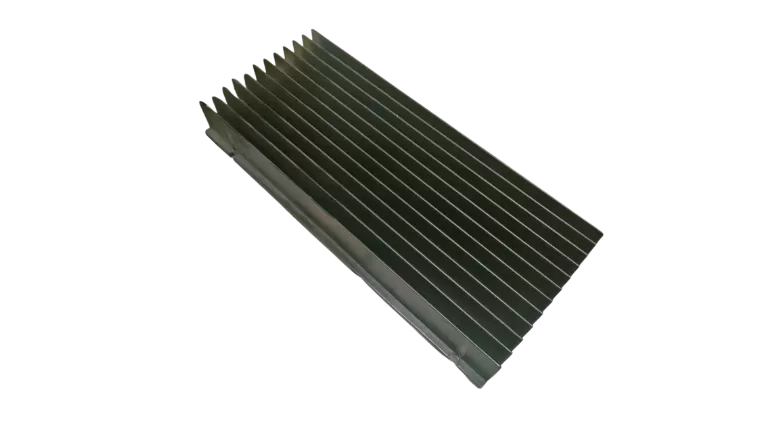
Hard Coat Anodizing
Hard coat anodizing is used for aluminum parts requiring high wear resistance or thicker, harder, and more durable coatings in corrosive environments. It is especially suitable for applications demanding long-term weather resistance (equivalent to 30 years or 30 days of salt spray testing) and enhanced electrical insulation. Common uses include industrial components, aerospace parts, and outdoor curtain walls, which benefit from the added durability and protection against environmental elements
- Wear Resistance: Provides high wear resistance and durability.
- Film Thickness: Produces a thicker oxide film, typically 25 μm to 150 μm.
- Corrosion Protection: Offers superior corrosion protection.
- Electrical Insulation: Enhances electrical insulation properties.
- Repair Use: Suitable for repairing worn or improperly machined parts.
- Color Shades: Varies by alloy type:
- 2000 series: Greenish-gray
- 3000 series: Light gray
- 5000 series: Dark gray
- 6000 series: Dark gray
- 7000 series: Yellowish-green
- Recommended Colors: Primarily black, with deep burgundy and deep blue as additional options.
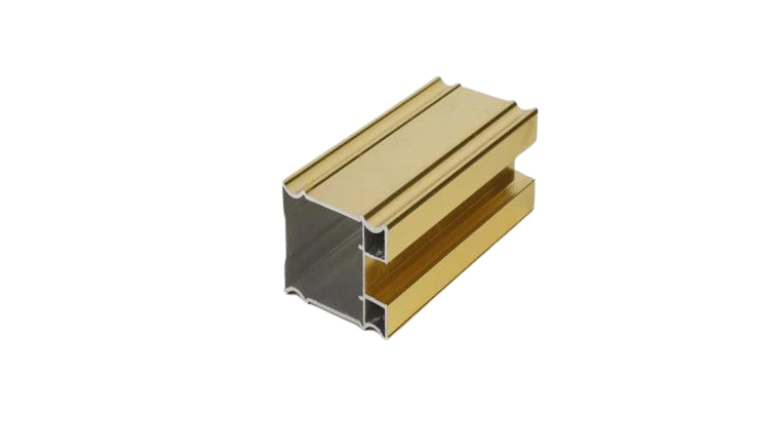
Aluminum Grades Affect Anodized Color
Different aluminum grades affect the quality and color of anodized aluminum in various ways:
2xxx Series Alloys
Due to their high copper content, the anodized layer on these alloys is softer and less corrosion-resistant compared to other alloys. Additionally, anodized 2xxx series aluminum tends to peel when exposed to rubber.
3xxx Series Alloys
High in manganese, these alloys produce anodized aluminum with silver, gray, or brown colors.
4xxx Series Alloys
Primarily used for welding rather than anodizing, this series is less common in anodizing applications.
5xxx Series Alloys
Alloy 5052 yields a yellow hue when anodized, while alloy 5005 results in gray or brown colors. The color variation mainly arises from their iron and magnesium contents.
6xxx Series Alloys
This series exhibits excellent anodizing characteristics, producing superior color and texture quality.
7xxx Series Alloys
Transparent anodizing of 7xxx series aluminum reveals brown or gray tones. These alloys generally anodize to gray, blue-gray, and brown-black colors.
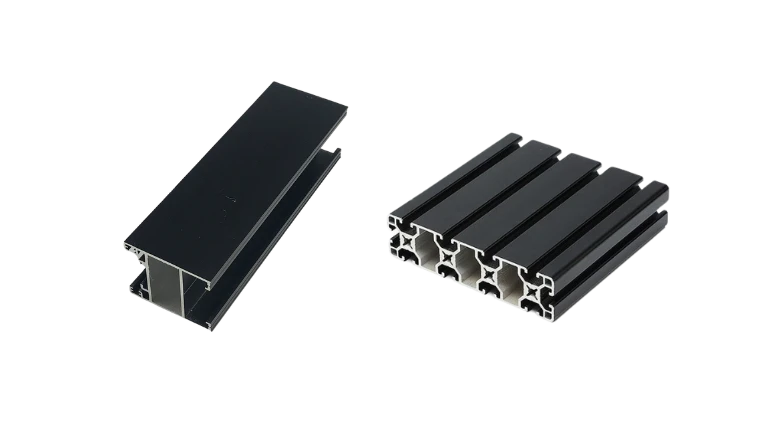
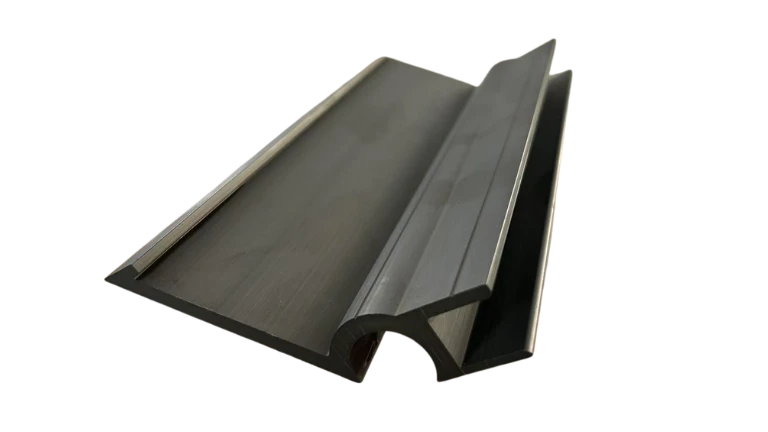
Black anodized aluminum can be achieved through both standard anodizing (Type II) and hard anodizing (Type III). Standard anodizing results in a thinner layer (5-25 microns) and is ideal for decorative applications like architectural trim and electronic housings. Hard anodizing creates a thicker, more durable layer (25-100 microns), making it suitable for high-wear and industrial uses. The choice between the two methods depends on the specific requirements for durability, cost, and aesthetic preference. Both methods provide a sleek, modern appearance and enhance the material's resistance to wear and corrosion.
Principles of Aluminum Anodizing Process
The aluminum anodizing process is essentially an electrolytic cell reaction. The three primary components of this electrochemical reaction are an external power source, an electrolyte solution, and the cathode and anode electrodes. The process involves passing an electric current through the electrolyte solution, causing reduction and oxidation reactions at the cathode and anode respectively. In this setup, the aluminum alloy to be protected serves as the anode. Industrially, the cathode is often made of 316 stainless steel, but graphite or lead can also be used. Depending on the type and requirements of anodizing, electrolytes such as sulfuric acid, chromic acid, oxalic acid, phosphoric acid, and certain organic acids can be utilized.
The chemical reactions at the anode and cathode are as follows:
Anode: 2Al + 3H2O = Al2O3 + 6H+ + 6e-
Cathode: 6H++6e→3H2
Overall Reaction: 2Al+3H2O→Al2O3+3H2
The aluminum oxide film produced during anodizing is a dense, porous structure. Dyeing involves impregnating the porous oxide layer with dyes (metal salts, organic dyes, etc.) to give the aluminum surface the desired color and sheen. The hardness of the aluminum oxide film is significantly higher than that of the aluminum substrate. This oxide film isolates the metal substrate from the medium (air, seawater, etc.), preventing oxidation and corrosion of the metal body. Additionally, it enhances the metal’s resistance to wear and durability.

Types of Anodizing for Aluminum Profiles
Aluminum profile anodizing includes various methods, with the most common being:
Sulfuric Acid Anodizing (Type II):
- Produces a thin, versatile oxide layer.
- Can be dyed various colors.
- Suitable for decorative applications like architectural trim and electronic housings.
Hard Coat Anodizing (Type III):
- Creates a thicker, more durable oxide layer.
- Ideal for high wear resistance.
- Commonly used in industrial and aerospace applications.
Chromic Acid Anodizing:
- Generates a thin oxide layer.
- Causes minimal substrate damage.
- Often used in applications requiring a high level of surface integrity.
Boric Acid Anodizing:
- Provides excellent electrical insulation.
- Offers good corrosion resistance.
- Utilized in environments where electrical properties are critical.
Industrial Workflow of Aluminum Anodizing Process
Racking – Cleaning – Etching – Chemical Polishing – Anodizing – Coloring – Sealing – Drying
Racking: Parts are hung on racks, which conduct electricity to the parts and immerse them in acid, alkaline, and metal salt solutions. Racks are typically made of titanium alloys.
Cleaning: Parts are immersed in acid or alkaline solutions to remove oil, grease, and other contaminants that could affect the anodizing outcome.
Etching: Parts are dipped in an acidic solution to remove a thin surface layer, eliminating the original oxide layer and creating a uniform matte finish. The duration of this step affects part dimensions and must be strictly controlled for precision aluminum parts.
Chemical Polishing: This step is mainly for parts requiring a bright finish. A mixture of three acid anhydrides is typically used. This step can be skipped for parts needing a matte finish.
Anodizing: Parts are immersed in a sulfuric acid solution, and an electric current is applied to form a porous aluminum oxide layer on the surface.
Coloring: In Type II anodizing, parts are dipped in a dye bath. The dye adsorbs onto the surface of the porous anodized layer. The resulting color depends on the type and chemical properties of the dye. Immersion dyeing is cost-effective and allows manufacturers to apply various colors to aluminum parts, making Type II anodizing the most popular aluminum anodizing process.
Sealing: After anodizing and coloring, parts are immersed in ionized or distilled water to seal the porous oxide layer. Common sealing methods include hot water sealing, adding metal salts like nickel, magnesium, or cobalt to mid-temperature water, and sealing with room-temperature water containing metal salts like nickel fluoride. The sealed oxide layer becomes more robust, smoother, and durable.
Drying: Finally, the parts are dried to complete the anodizing process.
Aluminum Coloring and Lightfastness
There are four methods for coloring anodized aluminum parts: immersion dyeing, electrolytic coloring, integral coloring, and interference coloring. According to Wikipedia, “Lightfastness is a property of a colorant such as a dye or pigment that describes its resistance to fading when exposed to light.” In simple terms, lightfast or UV-resistant colors are those that do not fade easily.
Immersion Dyeing
The most common method for coloring anodized aluminum parts is immersion dyeing. The anodized aluminum parts are dipped into a bath containing organic dyes. A variety of colors are available, but they are not very lightfast. Even black anodized aluminum produced through immersion dyeing can fade to brown over time.
Electrolytic Coloring
After anodizing, the metal is immersed in a bath containing inorganic metal salts, and an electric current is applied to embed the metal salts at the base of the pores. This method is not typical for Type II anodizing because coloring requires an electric current. The choice of colors is limited to those metal salts suitable for this process, such as champagne, bronze, black, copper, and burgundy. Inorganic “dyes” make the colors lightfast, suitable for outdoor products.
Integral Coloring
In the early 1960s, Alcoa trademarked the Duranodic process for integral color anodizing. Over time, more methods for anodizing and coloring emerged, and the Duranodic process became known as “integral coloring,” meaning anodizing and coloring are integrated into one process.
The electrolyte used in this process is a mixture of sulfuric acid, organic acids, and metal salts. Since the “dyes” used here are inorganic, the resulting colors are lightfast but limited to champagne, bronze, black, and gray.
This method is possibly the most expensive for aluminum anodizing coloring due to higher energy consumption. The coating is harder than electrolytic coloring, but this also means it is more prone to cracking.
While some architectural aluminum manufacturers still use this process, many are switching to alternative methods.
Interference Coloring
Interference coloring uses the principle of optical interference to achieve different colors. Light behaves as a wave, and when two light waves meet, they can either reinforce or cancel each other out. This phenomenon is known as optical interference.
On a thin oil film floating on water, we can see rainbow colors, which result from the interference of light reflected at the water-oil interface and the oil film surface. Because the thickness of the oil film is uncontrolled, the interference of the two reflected lights is also uncontrolled, resulting in random rainbow colors.
In the anodizing process for aluminum, the desired colors can be produced by depositing a metal layer (usually tin) of controlled thickness at the base of the porous structure. The two reflective surfaces are the aluminum substrate and the upper surface of the deposited metal. The deposited metal layer changes from thin to thick, and the interference colors shift from blue, green, and yellow to red. When the thickness exceeds a certain value, the optical interference phenomenon disappears, and the color turns to bronze. Interference-colored anodized aluminum parts have an interesting characteristic: the color changes when viewed from different angles, and the colors are lightfast.
This coloring process requires modifying the structure of the porous layer and widening the gaps at the base of the pores to produce the interference effect. In practical applications, a phosphoric acid anodizing process is added after the sulfuric acid anodizing bath, and the current must be precisely controlled.
Custom Your Aluminum Profile
Our aluminum extrusion factory, located in Nanchang, Jiangxi Province, covers an extensive area of 30,000 square meters and is home to a dedicated workforce of over 120 skilled individuals.
Advanced Extrusion Lines
Boasting over 30 high-precision extrusion production lines from Japan and Germany, we ensure unmatched quality and efficiency.
Custom Mold Design and Processing
We tailor-make molds based on client designs or samples, providing prototypes for confirmation to meet precise specifications.
Comprehensive Surface Treatment Techniques
Our surface treatment capabilities include anodizing, electroplating, sandblasting, powder coating, fluorocarbon painting, and wood grain transfer printing to enhance product durability and aesthetics.
Over Two Decades of Expertise
Since 2013, we have been manufacturing aluminum profiles, accumulating vast experience in producing a wide array of profiles for windows, doors, and various industrial applications.
Custom Aluminum Profile Solution
At HTS Aluminium, we pride ourselves on our ability to deliver custom aluminium profile solutions tailored to the unique needs of each client. Our bespoke services are grounded in a deep understanding of our clients’ visions, which we bring to life by transforming drawings or samples into precision-engineered aluminium profiles.

Precision Aluminum Extrusion Process
Our state-of-the-art manufacturing facility is equipped with advanced extrusion presses and precision cutting tools, allowing us to handle even the most complex profiles with exceptional accuracy. Our team of skilled technicians brings years of industry experience to the table, ensuring that every extruded aluminium profile meets the highest standards of quality and precision.

Design and Manufacture of Moulds
We at HTS Aluminium specialize in the design and manufacture of custom moulds based on client specifications. Once a mould is created, we conduct trial productions and send samples to our clients for confirmation. This meticulous process ensures that the final product perfectly aligns with our clients’ expectations.

Material for Extruded Aluminum
Quality begins with the raw materials, and at HTS Aluminium, we use only the highest standard aluminium alloys for our extrusions. Our profiles are commonly crafted from a selection of industry-standard grades, each offering a balance of strength, durability, and corrosion resistance to meet various application requirements.


5052: Offers excellent corrosion resistance, good weldability, and moderate-to-high strength. It is a popular choice for marine and automotive applications.
Silicon (Si): 0.25% (Maximum)
Iron (Fe): 0.40% (Maximum)
Copper (Cu): 0.10% (Maximum)
Manganese (Mn): 0.10% (Maximum)
Magnesium (Mg): 2.2-2.8%
Chromium (Cr): 0.15-0.35%
Zinc (Zn): 0.10% (Maximum)
Remaining Balance: Aluminum (Al)
6061: A versatile alloy with good mechanical properties, weldability, and corrosion resistance. It is widely used for structural applications and in the automotive industry.
Silicon (Si): 0.40-0.80%
Iron (Fe): 0.70% (Maximum)
Copper (Cu): 0.15-0.40%
Manganese (Mn): 0.15% (Maximum)
Magnesium (Mg): 0.8-1.2%
Chromium (Cr): 0.04-0.35%
Zinc (Zn): 0.25% (Maximum)
Titanium (Ti): 0.15% (Maximum)
Remaining Balance: Aluminum (Al)
6063: Often referred to as an architectural alloy, it has a smooth surface finish and is commonly used in window and door frames.
Silicon (Si): 0.20-0.60%
Iron (Fe): 0.35% (Maximum)
Copper (Cu): 0.10% (Maximum)
Manganese (Mn): 0.10% (Maximum)
Magnesium (Mg): 0.45-0.90%
Chromium (Cr): 0.10% (Maximum)
Zinc (Zn): 0.10% (Maximum)
Titanium (Ti): 0.10% (Maximum)
Remaining Balance: Aluminum (Al)
7075: One of the strongest aluminum alloys available, with zinc as the main alloying element. It is used in applications where strength is critical, such as in aerospace and military components.
Zinc (Zn): 5.1-6.1%
Magnesium (Mg): 2.1-2.9%
Copper (Cu): 1.2-2.0%
Chromium (Cr): 0.18-0.28%
Silicon (Si): 0.40% (Maximum)
Iron (Fe): 0.50% (Maximum)
Manganese (Mn): 0.30% (Maximum)
Titanium (Ti): 0.20% (Maximum)
Other elements: Each 0.05% (Maximum), Total 0.15% (Maximum)
Remaining Balance: Aluminum (Al)
Heat Treatment Options
Our aluminium profiles can undergo a range of heat treatment options to enhance their properties. From T5 to T6 treatments, we tailor the process to achieve the desired level of hardness, strength, and elasticity. Each treatment option is designed to bring out the best in the material, ensuring that the final product stands up to the demands of its application.
T5 Heat Treatment
Process: Cooled from an elevated temperature shaping process and then artificially aged.
Characteristics: Increases the strength of the aluminum by accelerating the aging process, resulting in a material that has moderate strength and good formability.
T6 Heat Treatment
Process: Solution heat-treated and then artificially aged.
Characteristics: Provides a significant increase in strength compared to T5 by altering the microstructure of the aluminum. This results in a high-strength material with good machinability and fair formability.
Custom Aluminum Extrusion Process
At HTS Aluminum Profiles, we specialize in delivering custom aluminum extrusion solutions tailored to your specific needs. Here’s a step-by-step guide to our customization process:
Step 1: Initial Consultation
Your journey begins with an initial consultation where we discuss your project requirements. We encourage you to share your design concepts, application needs, and any critical parameters that the aluminum profile must meet. This collaborative approach ensures that we fully understand your vision and objectives.
Step 2: Design and Engineering
Leveraging our extensive experience in aluminum extrusion, our skilled engineers work closely with you to refine your design. We consider factors such as the aluminum alloy grade, temper, and mechanical properties required for your application. Our team uses advanced CAD software to create precise technical drawings and 3D models of the proposed profile.
Step 3: Die Fabrication
Once the design is finalized, we proceed to manufacture the custom extrusion dies. Our precision die-making process ensures that the final profile will match your specifications with high accuracy. We employ state-of-the-art CNC machines to craft dies that can withstand the rigors of extrusion while maintaining tight tolerances.
Step 4: Aluminum Extrusion
With the dies ready, the actual extrusion process begins. We select the appropriate aluminum alloy and heat it to the precise extrusion temperature. The heated billet is then pressed through the die to create the custom profile. Our extrusion presses, ranging from 600 to 3600 tons, are capable of producing a wide range of profile sizes and shapes.
Step 5: Surface Treatment and Finishing
Following extrusion, the profiles undergo various surface treatments as per your requirements. Options include anodizing, electroplating, sandblasting, powder coating, fluorocarbon painting, and wood grain transfer printing. These processes enhance the profiles’ durability, corrosion resistance, and aesthetic appeal.
Step 6: Quality Assurance
Quality is at the heart of everything we do. Each custom aluminum profile is subjected to rigorous quality checks to ensure it meets ISO standards and our European quality certifications. We perform dimensional inspections, mechanical testing, and surface finish evaluations to guarantee that your profiles are delivered without defects.
Step 7: Packing and Delivery
After passing all quality inspections, the aluminum profiles are carefully packed to prevent any damage during transit. We use robust packaging materials and methods tailored to the profiles’ dimensions and your delivery preferences. Our logistics team then manages the safe and timely delivery of your custom aluminum profiles to your specified location.
Step 8: After-Sales Support
Our commitment to your satisfaction extends beyond delivery. We offer comprehensive after-sales support to address any concerns or additional requirements you may have. Our customer service team is always ready to assist you with any questions or feedback.
Partner with Us
We are committed to delivering precision-engineered aluminum profiles that meet the highest standards of quality. From initial design to final delivery, we provide a seamless and personalized experience, ensuring that your custom aluminum solutions are produced efficiently and to your satisfaction.
Take the next step in your project and contact us for a consultation on your custom aluminum extrusion needs.